
Contemporary Gift Box Manufacturing: A Complete Guide to Structure, Materials, Cost, and Production
Contemporary Gift Box Manufacturing: A Complete Guide to Structure, Materials, Cost, and Production — Plus a Practical Pitfall Checklist
- 引言
- 第一部分:盒型解构(种类、结构、支撑力)
- 第二部分:材质与工艺(纸张、PVC、木质、马口铁、藤编)
- 第三部分:核心工艺难点(刀模线、厚度补偿、常见错误)
- 第四部分:打样(三级验证)
- 第五部分:后道工艺详解与避坑
- 第六部分:成本、时间与难易度全景
- 第七部分:避坑指南(设计/打样/材质/成本/时间)
- 第八部分:给品牌操盘手的最后忠告
- 附录:工艺难度与时间速查卡
从设计图到成品——一份给品牌操盘手的礼盒生产全流程手册
引言
在品牌竞争白热化的今天,礼盒早已超越了“容器”的功能,它是一场无声的营销,一次品牌质感的集中展示。然而,从一张设计图到一个立体的成品,中间隔着巨大的知识鸿沟——结构的可行性、材质的脾气、工艺的时长与成本的博弈。
本文将为您系统拆解当代礼盒的制造密码,涵盖主流盒型、材质工艺、时间成本,并重点揭示那些极易导致失败的“隐形”技术要点,助您在预算内打造出惊艳市场的作品。
第一部分:盒型解构——种类、结构与支撑力
1.1 主流盒型分类
天地盖盒
- 结构:独立的盒盖与盒底,上大下小扣合
- 特点:结构简单大气,支撑力强
- 适用:手机、耳机、茶叶、高端电子产品
- 难点:尺寸配合——盖子太松易脱落,太紧易“咬伤”面纸
- 难度系数:★★
抽屉盒
- 结构:内盒(抽屉)与外盒(盒套)构成,推拉开启
- 特点:仪式感强,保护性好
- 适用:服装、化妆品、需反复开合的产品
- 难点:滑轨精度——需精准计算纸张厚度,确保抽拉顺滑且不松动
- 难度系数:★★★
摇盖盒
- 结构:通过侧边翻转开启
- 特点:开启方便,展示性好
- 难点:铰链处设计——需保证开合灵活且不易断裂
- 难度系数:★★
双开门盒
- 结构:对称开启,像两扇门
- 特点:视野开阔,适合展示类产品
- 难点:两门闭合时的对位精度
- 难度系数:★★★
开窗盒
- 结构:局部开窗,覆透明PVC
- 特点:让消费者直观看到内里产品
- 难点:窗口对位精度、PVC贴合平整
- 难度系数:★★★
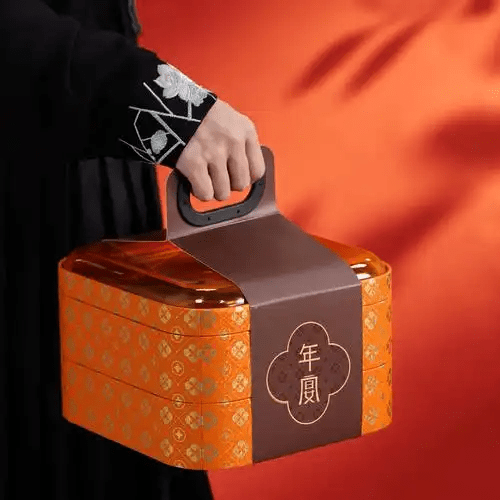
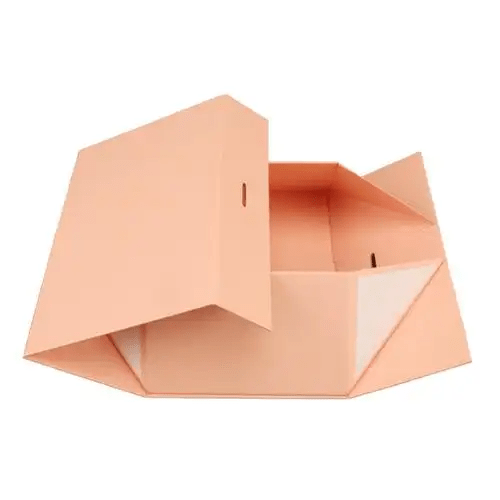
异形盒
- 结构:六边形盒、花瓣盒、斜开窗等
- 特点:视觉冲击力强,品牌识别度高
- 难点:结构设计必须考虑折叠咬合量,否则极易变形或无法闭合
- 难度系数:★★★★★
1.2 成品盒的支撑力与结构力
瓦楞纸的质量与承重
- 瓦楞类型:A/B/C/E/F楞,不同楞型承重不同
- 瓦楞层数:三层(单瓦楞)、五层(双瓦楞)
- 材质等级:K级(最高)、A/B/C级
- 常见问题:劣质瓦楞纸易塌陷、变形、回弹差,失去保护意义
裱糊盒的支撑力
- 灰板厚度选择:1.5mm/2mm/3mm,视产品重量而定
- 裱糊后干燥时间:影响平整度,急干易变形
- 棱角加固方式:45°切角裱糊,棱角更挺
组合材质盒的支撑问题
- 纸+木质:不同材质收缩率不同,易开裂
- 纸+PVC:PVC老化变脆
- 马口铁:边缘锋利、易变形
第二部分:材质与工艺——从纸张到跨界融合
2.1 纸张工艺
面纸(颜值担当)
- 特种纸、触感纸、艺术纸、铜版纸、牛皮纸
- 不同纸张的适印性不同,烫金/UV效果各异
- 表面处理:覆膜(亮膜/哑膜)、过油
灰板(骨架支撑)
- 厚度:1200g-1650g(约2-3mm)
- 质量差的灰板:松软、掉屑、易变形
裱糊工艺
- 面纸与灰板的贴合工艺
- 手工裱糊的平整度直接考验工人的熟练度
- 常见问题:起泡、脱胶、棱角不直、阴阳角
2.2 PVC与开窗工艺
- 开窗+PVC:增加通透感,适合展示内物
- PVC厚度选择:0.2mm-0.5mm,视盒型大小
- 耐磨性:PVC表面易刮花,影响观感
- 贴合方式:胶水贴合或热压贴合
- 常见问题:窗口对位不准、PVC起雾、贴合不牢、老化变黄
2.3 木质与复合材质
- 实木盒:温润厚重,适合高端定位
- 密度板贴皮:成本可控,质感不如实木
- 纸木结合/木质PVC结合:刚柔并济
- 难点:精密的CNC切割与打磨,成本高、工期长
2.4 马口铁盒
- 特点:坚固耐用,密封性好,适合茶叶、糖果
- 缺点:设计变更成本高,模具费贵,适合大批量生产
- 难点:边缘锋利、易变形
2.5 藤编/竹编盒
- 特点:自然质朴,独特的手工质感
- 缺点:防潮性差,需注意仓储环境
- 难点:手工编织,一致性差、工期长(30-45天)
第三部分:核心工艺难点——刀模线、折叠与厚度补偿
3.1 刀模线——礼盒的“骨架线”
刀模线决定了最终形状。任何微小的偏差都会导致结构错位。
刀模线的构成:
- 切线(实线):切断纸张
- 压痕线(虚线):压出折痕,方便折叠
- 点线/虚线:用于半切断或撕拉线
设计师必做: 与厂家确认刀模图纸,确保所有线条精准无误,并预演折叠后的成型效果。
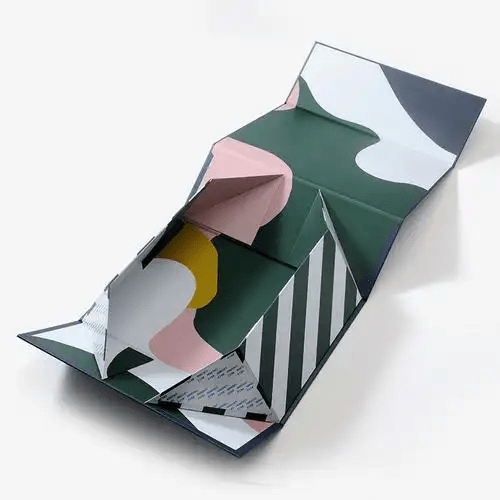
3.2 切口与折叠处的厚度补偿(核心干货)
问题本质: 纸张是有厚度的。特别是在折叠处,多层纸张叠加会产生“厚度累积效应”。如果设计时未预留补偿,成品折叠处就会起鼓、开裂或无法闭合。
解法: 在折叠处的切线位置,预留纸张厚度补偿。
具体参数参考:
| 材质 | 厚度补偿建议 |
|---|---|
| 300g卡纸 | 0.3-0.5mm |
| 裱糊盒(2-3mm灰板) | 1-1.5mm |
| 瓦楞纸(3-5mm) | 1.5-2mm |
重要性: 这是一个极其专业且容易被忽视的细节。只有具备深厚工艺美术功底的设计师才能快速预判并修正。不懂厚度补偿的设计师,别信他懂落地。
3.3 常见刀模设计错误
- ❌ 未留厚度补偿 → 盒盖翘起、关不严
- ❌ 压痕线太浅 → 折不动、折痕歪斜
- ❌ 压痕线太深 → 爆裂、纸破
- ❌ 切线交叉点未处理 → 撕裂、应力集中
- ❌ 开窗位置未留公差 → PVC对不准
第四部分:打样——三级验证,不容跳过
4.1 为什么打样必须做?
打样是验证一切的唯一途径。不要用“赶时间”跳过打样,否则大货翻车的损失将远超打样费。
4.2 三种打样方式详解
第一级:手工裁切折叠验证
- 方式:手工裁切、手工压痕、手工折叠白卡纸模型
- 成本:极低(一张纸+美工刀+尺子)
- 时间:1-2小时
- 优势:快速验证结构是否合理,发现问题零成本
- 前提:设计师有深厚工艺美术功底,能手工打样——这是真正的“懂落地”
- 适用:结构验证、比例确认、折叠逻辑测试
第二级:专用瓦楞纸打样机
- 方式:激光切割机/电脑打样机切割瓦楞纸/卡纸
- 成本:中(设备投入/外协费用)
- 时间:约1天
- 优势:精度高、可批量测试、接近真实效果
- 适用:纸盒类结构验证、小批量测试
第三级:实际印刷打样
- 方式:上机印刷+后道工艺全流程测试
- 成本:最高(版费、上机费、材料费)
- 时间:5-10天
- 优势:100%真实效果,可做最终确认签样
- 适用:大货生产前的最终验收
4.3 三级打样选择建议
| 阶段 | 推荐方式 | 目的 |
|---|---|---|
| 概念验证 | 手工打样 | 快速验证结构逻辑 |
| 结构优化 | 瓦楞纸打样机 | 确认刀模线精度 |
| 生产确认 | 实际印刷打样 | 最终验收、签样留底 |
第五部分:后道工艺详解与避坑
5.1 覆膜
- 作用:保护印刷面、增加质感(亮膜/哑膜)
- 时间:快 | 成本:低
- 常见问题:起泡、脱膜、卷曲
- 避坑:温湿度控制不当是覆膜起泡的主因
5.2 烫金/烫银
- 作用:局部金属光泽,提升档次
- 时间:中 | 成本:中 | 难度:★★
- 常见问题:烫不牢、缺边、位置偏移、字迹模糊
- 避坑:深色纸上烫浅色金,需做打底;烫金版精度决定成品质量
5.3 击凸/压凹
- 作用:立体触感,增强视觉冲击
- 时间:中 | 成本:中 | 难度:★★
- 常见问题:深度不够、位置不准、纸张破裂
- 避坑:纸张厚度与击凸深度要匹配,薄纸易破
5.4 UV局部上光
- 作用:局部亮光效果,突出特定元素
- 时间:中 | 成本:中 | 难度:★★
- 常见问题:UV不均匀、流平差、附着力差
5.5 模切
- 作用:切出异形轮廓、开窗位
- 时间:快 | 成本:低 | 难度:★
- 常见问题:毛边、爆线、走位
- 避坑:刀条钝了或纸张纤维方向不对会导致毛边
5.6 裱糊
- 作用:将面纸与灰板贴合
- 时间:慢 | 成本:高 | 难度:★★★★
- 常见问题:起泡、脱胶、棱角不直、阴阳角
- 避坑:手工裱糊的平整度直接考验工人熟练度
5.7 手工组装
- 特点:效率低、一致性差、人工成本高
- 时间:最慢 | 成本:最高 | 难度:★★★★★
- 避坑:复杂结构必须预留足够的手工工时预算
第六部分:成本、时间与难易度全景
6.1 成本构成
| 成本项 | 占比估算 | 说明 |
|---|---|---|
| 纸张/材料 | 30-40% | 核心成本,材料选择直接影响 |
| 印刷费 | 15-25% | 胶印、丝印、专色等 |
| 刀模/版费 | 5-10% | 一次性投入,量越大单摊越低 |
| 后道工艺 | 20-30% | 烫金、击凸、覆膜、UV等 |
| 手工组装 | 10-20% | 结构越复杂,占比越高 |
| 隐形成本 | 5-15% | 废品率,复杂工艺可达10-20% |
6.2 各类型礼盒工艺难度与生产时间速查表
| 盒型 | 材质 | 工艺难度 | 打样时间 | 大货时间 | 易错点 |
|---|---|---|---|---|---|
| 天地盖 | 卡纸 | ★★ | 3-5天 | 10-15天 | 盖口松紧 |
| 天地盖 | 裱糊 | ★★★★ | 5-7天 | 15-20天 | 起泡、棱角 |
| 摇盖盒 | 卡纸 | ★★ | 3-5天 | 10-15天 | 折痕爆裂 |
| 抽屉盒 | 卡纸 | ★★★ | 5-7天 | 15-20天 | 推拉不顺 |
| 开窗盒 | 卡纸+PVC | ★★★ | 5-7天 | 15-20天 | 窗口对位 |
| 裱糊盒+PVC | 裱糊+PVC | ★★★★ | 7-10天 | 20-25天 | 贴合不牢 |
| 木质盒 | 实木 | ★★★★ | 10-15天 | 20-30天 | 拼接缝、油漆 |
| 木质+PVC | 木+PVC | ★★★★★ | 10-15天 | 25-30天 | 两种材质结合 |
| 马口铁盒 | 铁 | ★★★ | 10-15天 | 20-30天 | 边缘锋利、变形 |
| 藤编盒 | 藤/竹 | ★★★★★ | 5-7天(手工) | 30-45天 | 一致性差、工期长 |
6.3 生产周期参考
- 常规周期:15-25天
- 打样阶段:5-10天(含结构调整、打样确认)
- 大货生产:7-15天(视工艺复杂度与手工比例)
- 加急风险:加急订单往往以牺牲质量为代价
6.4 降本不降质的思路
- 结构简化:减少裱糊,改用卡纸折叠
- 工艺合并:烫金+击凸一次完成
- 材料替换:特种纸换铜版纸+UV
- 批量分摊:合并多个产品统一打样、统一生产
第七部分:避坑指南——来自实战的经验
7.1 设计阶段避坑
| 错误 | 后果 | 避坑方法 |
|---|---|---|
| 未留出血位 | 成品露白边 | 预留3mm出血位 |
| 未考虑纸张厚度 | 折叠后盖不严 | 提前计算厚度补偿 |
| 开窗位置未留公差 | PVC对不准 | 预留±1mm公差 |
| 字体过小/过细 | 印刷模糊或断线 | 最小字号≥6pt,避免细线字体 |
| 专色未标注Pantone号 | 颜色印错 | 标注Pantone号,并签色样 |
7.2 打样阶段避坑
- ❌ 跳过手工打样 → 结构问题大货才发现 → 全批报废
- ❌ 只看外观,不折叠测试 → 折叠后开裂、翘起 → 事后补救成本高
- ❌ 打样数量太少(1-2个)→ 无法验证稳定性 → 建议打样5-10个
- ❌ 打样阶段未签样 → 大货色差无标准 → 扯皮
7.3 材质工艺避坑
- ❌ 在不适合的纸张上做烫金 → 烫不牢、掉金 → 提前测试
- ❌ 大面积满版深色 → 色差、鬼影、蹭脏 → 建议专色印刷
- ❌ 深色底上浅色字 → 遮盖不住、字迹模糊 → 做白底打底
- ❌ PVC未测试耐磨性 → 运输过程刮花 → 加保护膜或换材质
7.4 成本管理避坑
- ❌ 只看单价,不算全成本 → 漏了刀模费、版费 → 全成本核算
- ❌ 忽略废品率 → 预算不够 → 复杂工艺预留15-20%废品预算
- ❌ 手工工序未估算工时 → 交期延误 → 提前确认手工工时
7.5 时间管理避坑
- ❌ 压缩打样时间 → 结构问题大货暴雷 → 打样时间至少留5天
- ❌ 未预留物流时间 → 活动已开始,礼盒还在路上 → 倒推生产节点
第八部分:给品牌操盘手的最后忠告
- 三级验证,不容跳步:先手工打样,再上机打样,最后大货。跳步的代价是十倍。
- 刀模线一定要留厚度补偿:这是设计师懂不懂“落地”的分水岭。不懂厚度补偿的设计师,不值得信任。
- 打样不是“走形式”,是“排雷”:打样阶段发现的问题,是大货阶段成本的十分之一。打样省下的钱,大货十倍还回去。
- 手工打样是设计师的基本功:连刀都不会拿的设计师,别信他懂印刷、懂结构、懂落地。真正的大师,手上有茧。
- 后道工艺越少,风险越低:多一个工艺,多一倍出错概率。能用印刷解决的,不用烫金;能用烫金解决的,不加裱糊。
- 签样留底,避免扯皮:色样、刀模样、成品样,三方签字,各留一份。这是保护自己的唯一方式。
- 最好的设计,是在限制中依然能绽放光彩的创意:不是不计成本,是知道钱该花在哪。不是不管工期,是知道时间怎么换质量。
附录:工艺难度与时间速查卡
| 工艺 | 时间 | 成本 | 难度 | 易错点 |
|---|---|---|---|---|
| 覆膜 | 快 | 低 | ★ | 起泡、脱膜 |
| 烫金 | 中 | 中 | ★★ | 烫不牢、偏移 |
| 击凸 | 中 | 中 | ★★ | 深度不够、爆纸 |
| UV上光 | 中 | 中 | ★★ | 不均、流平差 |
| 模切 | 快 | 低 | ★ | 毛边、走位 |
| 裱糊 | 慢 | 高 | ★★★★ | 起泡、脱胶 |
| 手工组装 | 最慢 | 最高 | ★★★★★ | 效率低、一致性差 |
版本:20260514V2.0
保持不定期迭代。


English Version
Gift box manufacturing is not just about aesthetics. It is about structure, materials, cost control, and production precision.
In 2026, consumers expect more than beautiful packaging. They expect quality, sustainability, and thoughtful design. Brands that understand this win loyalty. Brands that cut corners lose trust.
This guide covers everything you need to know about contemporary gift box manufacturing. From structure types to material selection, from cost optimization to production pitfalls. It is a practical reference for designers, brand managers, and product developers.
Part 1: Box Structure Deconstruction – Types, Structures, and Support
1.1 Mainstream Box Type Classification
Tian Di Gai Box (Lid-and-Base Box)
- Structure: Independent lid and base, lid larger than base for snug fit
- Features: Simple, elegant structure with strong support
- Applications: Mobile phones, earphones, tea, high-end electronics
- Challenges: Dimensional tolerance – lid too loose falls off, too tight damages surface paper
- Difficulty: ★★
Drawer Box
- Structure: Inner drawer and outer sleeve, pull-open design
- Features: Strong ritual feel, good protection
- Applications: Clothing, cosmetics, products requiring repeated opening
- Challenges: Rail precision – requires exact paper thickness calculation to ensure smooth sliding without looseness
- Difficulty: ★★★
Flip-Top Box
- Structure: Opens by side flip
- Features: Convenient opening, good display
- Challenges: Hinge design – must ensure flexible opening/closing without cracking
- Difficulty: ★★
Double-Door Box
- Structure: Symmetrical opening, like two doors
- Features: Wide视野, suitable for display products
- Challenges: Alignment precision when both doors close
- Difficulty: ★★★
Window Box
- Structure: Partial window with transparent PVC
- Features: Consumers can see product inside
- Challenges: Window alignment precision, PVC flatness
- Difficulty: ★★★
Irregular Shape Box
- Structure: Hexagonal, petal, slanted window, etc.
- Features: Strong visual impact, high brand recognition
- Challenges: Structure design must account for folding overlap, otherwise easily deforms or cannot close
- Difficulty: ★★★★★
1.2 Support Force and Structural Integrity of Finished Boxes
Corrugated Paper Quality and Load Bearing
- Flute types: A/B/C/E/F flutes, different load-bearing capacities
- Layer count: Three-layer (single-wall), five-layer (double-wall)
- Material grade: K-grade (highest), A/B/C-grade
- Common issues: Poor quality corrugated paper collapses, deforms, has poor rebound, losing protective function
Support Force of Laminated Boxes
- Greyboard thickness: 1.5mm/2mm/3mm, depending on product weight
- Drying time after lamination: Affects flatness, rapid drying causes deformation
- Corner reinforcement: 45° cut and laminate for sharper corners
Support Issues with Composite Material Boxes
- Paper + Wood: Different shrinkage rates cause cracking
- Paper + PVC: PVC becomes brittle with aging
- Tinplate: Sharp edges, easily deformed
Part 2: Materials and Processes – From Paper to Cross-Material Integration
2.1 Paper Processes
Face Paper (Visual Appeal)
- Specialty paper, touch paper, art paper, coated paper, kraft paper
- Different papers have different printability, hot stamping/UV effects vary
- Surface treatment: Lamination (glossy/matte), oil coating
Greyboard (Structural Support)
- Thickness: 1200g-1650g (approximately 2-3mm)
- Poor quality greyboard: Soft, sheds particles, easily deformed
Lamination Process
- Face paper to greyboard bonding process
- Hand lamination flatness directly tests worker skill
- Common issues: Bubbling, delamination, uneven corners,阴阳角
2.2 PVC and Window Processes
- Window + PVC: Adds transparency, suitable for displaying contents
- PVC thickness selection: 0.2mm-0.5mm, depending on box size
- Wear resistance: PVC surface scratches easily, affecting appearance
- Bonding method: Glue bonding or heat pressing
- Common issues: Window misalignment, PVC fogging, poor bonding, yellowing with aging
2.3 Wood and Composite Materials
- Solid wood boxes: Warm and heavy, suitable for high-end positioning
- MDF with veneer: Cost-controlled, texture inferior to solid wood
- Paper-wood combination / Wood-PVC combination: Combines rigidity and flexibility
- Challenges: Precision CNC cutting and polishing, high cost, long lead time
2.4 Tinplate Boxes
- Features: Durable, good sealing, suitable for tea, candy
- Disadvantages: High design change cost, expensive molds, suitable for large batch production
- Challenges: Sharp edges, easily deformed
2.5 Rattan/Bamboo Woven Boxes
- Features: Natural and rustic, unique handcrafted texture
- Disadvantages: Poor moisture resistance, requires controlled storage environment
- Challenges: Hand weaving, poor consistency, long lead time (30-45 days)
Part 3: Core Process Challenges – Die-lines, Folding, and Thickness Compensation
3.1 Die-lines – The “Skeleton Lines” of Gift Boxes
Die-lines determine the final shape. Any minor deviation causes structural misalignment.
Die-line composition:
- Cut lines (solid lines): Cut through paper
- Crease lines (dashed lines): Create fold lines for easy folding
- Dotted/dashed lines: For semi-cut or tear lines
Designer must-do: Confirm die-line drawings with manufacturers, ensure all lines are precise, and simulate post-folding成型效果.
3.2 Thickness Compensation at Cut and Fold Points (Core Knowledge)
Nature of the problem: Paper has thickness. Especially at fold points, multi-layer paper stacking creates a “thickness accumulation effect.” If compensation is not预留 during design, the finished product folds will bulge, crack, or fail to close.
Solution: Reserve paper thickness compensation at cut line positions at fold points.
Specific parameter reference:
| Material | Thickness Compensation Recommendation |
|---|---|
| 300g art paper | 0.3-0.5mm |
| Laminated box (2-3mm greyboard) | 1-1.5mm |
| Corrugated paper (3-5mm) | 1.5-2mm |
Importance: This is an extremely professional detail easily overlooked. Only designers with deep craftsmanship knowledge can quickly predict and correct. Designers who don’t understand thickness compensation shouldn’t claim they understand production.
3.3 Common Die-line Design Errors
- ❌ No thickness compensation → Lid warps, doesn’t close properly
- ❌ Crease line too shallow → Cannot fold, uneven creases
- ❌ Crease line too deep → Cracking, paper tearing
- ❌ Cut line intersections not handled → Tearing, stress concentration
- ❌ Window position no tolerance → PVC misalignment
Part 4: Prototyping – Three-Level Verification, Never Skip
4.1 Why Must Prototyping Be Done?
Prototyping is the only way to verify everything. Don’t skip prototyping with “rushing time” excuses, or the cost of mass production failures will far exceed prototyping fees.
4.2 Three Prototyping Methods Explained
Level 1: Manual Cutting and Folding Verification
- Method: Manual cutting, manual creasing, manual folding white card model
- Cost: Extremely low (one sheet of paper + utility knife + ruler)
- Time: 1-2 hours
- Advantages: Quickly verify if structure is reasonable, zero cost to find problems
- Prerequisite: Designer has deep craftsmanship knowledge and can hand prototype – this is true “understanding production”
- Applications: Structure verification, proportion confirmation, folding logic testing
Level 2: Dedicated Corrugated Paper Prototyping Machine
- Method: Laser cutter/computer prototyping machine cuts corrugated paper/art paper
- Cost: Medium (equipment investment/outsourcing fees)
- Time: Approximately 1 day
- Advantages: High precision, batch testing possible, close to real effect
- Applications: Paper box structure verification, small batch testing
Level 3: Actual Printing Prototyping
- Method: On-press printing + full post-process testing
- Cost: Highest (plate fees, press fees, material fees)
- Time: 5-10 days
- Advantages: 100% real effect,可做最终确认签样
- Applications: Final acceptance before mass production
4.3 Three-Level Prototyping Selection Recommendations
| Stage | Recommended Method | Purpose |
|---|---|---|
| Concept verification | Manual prototyping | Quickly verify structure logic |
| Structure optimization | Corrugated paper prototyping machine | Confirm die-line precision |
| Production confirmation | Actual printing prototyping | Final acceptance, sample retention |
Part 5: Detailed Post-Processes and Pitfall Avoidance
5.1 Lamination
- Function: Protect print surface, add texture (glossy/matte)
- Time: Fast | Cost: Low
- Common issues: Bubbling, delamination, curling
- Pitfall avoidance: Improper temperature and humidity control is the main cause of lamination bubbling
5.2 Hot Stamping (Gold/Silver)
- Function: Local metallic luster, enhance prestige
- Time: Medium | Cost: Medium | Difficulty: ★★
- Common issues: Poor adhesion, missing edges, position shift, blurred text
- Pitfall avoidance: Light gold on dark paper requires undercoat; stamping plate precision determines finished quality
5.3 Embossing/Debossing
- Function: 3D tactile feel, enhance visual impact
- Time: Medium | Cost: Medium | Difficulty: ★★
- Common issues: Insufficient depth, inaccurate position, paper cracking
- Pitfall avoidance: Paper thickness must match embossing depth, thin paper easily cracks
5.4 Local UV Coating
- Function: Local glossy effect, highlight specific elements
- Time: Medium | Cost: Medium | Difficulty: ★★
- Common issues: Uneven UV, poor leveling, poor adhesion
5.5 Die-cutting
- Function: Cut irregular contours, window positions
- Time: Fast | Cost: Low | Difficulty: ★
- Common issues: Rough edges, cracking, misalignment
- Pitfall avoidance: Dull blades or incorrect paper fiber direction cause rough edges
5.6 Lamination (Hand)
- Function: Bond face paper to greyboard
- Time: Slow | Cost: High | Difficulty: ★★★★
- Common issues: Bubbling, delamination, uneven corners,阴阳角
- Pitfall avoidance: Hand lamination flatness directly tests worker skill
5.7 Manual Assembly
- Function: Assemble box components by hand
- Time: Slow | Cost: High | Difficulty: ★★★
- Common issues: Glue marks, misalignment, uneven assembly
- Pitfall avoidance: Standardize assembly procedures, train workers thoroughly
Part 6: Cost, Time, and Difficulty Panorama
6.1 Cost Composition Estimation
| Cost Component | Percentage | Notes |
|---|---|---|
| Materials | 40-60% | Face paper, greyboard, PVC, wood, etc. |
| Printing | 15-25% | Offset, digital, flexo |
| Post-processes | 10-20% | Hot stamping, UV, embossing, lamination |
| Assembly/Labor | 10-15% | Hand assembly, quality control |
| Overhead/Profit | 5-10% | Factory overhead, profit margin |
6.2 Box Type Difficulty and Production Time Quick Reference
| Box Type | Material | Difficulty | Production Time | Common Errors |
|---|---|---|---|---|
| Tian Di Gai | Art paper + greyboard | ★★ | 5-7 days | Dimensional tolerance, surface bubbling |
| Drawer | Art paper + greyboard | ★★★ | 7-10 days | Rail precision, paper thickness calculation |
| Flip-Top | Art paper | ★★ | 3-5 days | Hinge cracking, fold alignment |
| Double-Door | Art paper + greyboard | ★★★ | 7-10 days | Door alignment, symmetry |
| Window | Art paper + PVC | ★★★ | 7-10 days | Window alignment, PVC flatness |
| Irregular Shape | Various | ★★★★★ | 10-15 days | Folding overlap, structural integrity |
| Tinplate | Tinplate | ★★★★ | 15-20 days | Mold cost, edge sharpness |
| Wood | Solid wood/MDF | ★★★★ | 15-25 days | CNC precision, wood shrinkage |
| Rattan/Bamboo | Natural materials | ★★★★★ | 30-45 days | Hand weaving consistency, moisture control |
Part 7: Pitfall Avoidance Guide
7.1 Design Stage
| Error | Consequence | Avoidance Method |
|---|---|---|
| Ignoring structural limitations | Graphics cannot print accurately on curved/folded surfaces | Test with physical prototypes before finalizing design |
| Overcomplicating structure | Increased cost and production time | Simplify structure while maintaining functionality |
| Ignoring scale | Poor proportions and functionality | Design for actual product size and handling |
| Neglecting user experience | Boxes difficult to open, close, or store | Test with target users during prototyping |
7.2 Prototyping Stage
| Error | Consequence | Avoidance Method |
|---|---|---|
| Skipping prototyping | Mass production failures, costly rework | Always prototype, even if it delays schedule |
| Using wrong prototyping method | Inaccurate verification, missed issues | Use three-level verification system |
| Not involving manufacturers | Design not manufacturable | Consult manufacturers during design phase |
7.3 Material Stage
| Error | Consequence | Avoidance Method |
|---|---|---|
| Choosing materials without testing | Materials don’t meet structural/environmental requirements | Test materials for strength, durability, and environmental resistance |
| Ignoring material compatibility | Materials don’t bond well or react negatively | Test material combinations before final selection |
| Over-specifying materials | Unnecessary cost increase | Use minimum material specifications that meet requirements |
| Neglecting sustainability | Difficult to recycle or dispose | Choose recyclable/degradable materials |
7.4 Cost Stage
| Error | Consequence | Avoidance Method |
|---|---|---|
| Underestimating costs | Budget overruns, compromised quality | Get detailed quotes from multiple manufacturers |
| Not planning for contingencies | Production delays, cost overruns | Add 10-15% contingency to budget |
| Ignoring logistics costs | Unexpected shipping expenses | Optimize packaging dimensions for shipping |
7.5 Time Stage
| Error | Consequence | Avoidance Method |
|---|---|---|
| Underestimating production time | Missed deadlines, rushed quality | Add buffer time to production schedule |
| Not accounting for post-process time | Production delays | Include post-process time in schedule |
| Ignoring drying/curing time | Quality issues, rework | Allow adequate drying/curing time for all processes |
Part 8: Final Advice for Brand Operators
Gift box manufacturing is not just about aesthetics. It is about structure, materials, cost control, and production precision.
Key takeaways:
- Structure first: A beautiful box that cannot protect its contents is useless.
- Material matters: Choose materials that meet functional, aesthetic, and cost requirements.
- Process precision: Every process step requires attention to detail.
- Prototyping is essential: Never skip prototyping, even if it delays schedule.
- Cost control: Optimize costs without compromising quality.
- Time management: Plan for all production steps, including post-processes and drying time.
The best gift boxes are not just beautiful. They are well-engineered, well-made, and well-thought-out. They protect, impress, and endure.
Appendix: Process Difficulty and Time Quick Reference Card
| Process | Difficulty | Time | Cost | Common Issues |
|---|---|---|---|---|
| Printing | ★★ | 2-3 days | Medium | Color mismatch, registration errors |
| Lamination | ★ | 1 day | Low | Bubbling, delamination |
| Hot Stamping | ★★ | 2-3 days | Medium | Poor adhesion, missing edges |
| Embossing/Debossing | ★★ | 2-3 days | Medium | Insufficient depth, paper cracking |
| Local UV | ★★ | 1-2 days | Medium | Uneven coating, poor adhesion |
| Die-cutting | ★ | 1 day | Low | Rough edges, misalignment |
| Hand Lamination | ★★★★ | 3-5 days | High | Bubbling, uneven corners |
| Manual Assembly | ★★★ | 2-3 days | High | Glue marks, misalignment |
| CNC Wood Cutting | ★★★★ | 5-7 days | High | Precision issues, wood cracking |
| Hand Weaving | ★★★★★ | 30-45 days | Very High | Inconsistency, moisture control |
Conclusion: The Future of Gift Box Manufacturing
Gift box manufacturing is evolving. Consumers demand more than beautiful packaging. They expect quality, sustainability, and thoughtful design.
Brands that understand this will win. Brands that cut corners will lose.
The key is to balance structure, materials, cost, and production. To create packaging that protects, impresses, and endures.
This guide provides a foundation. Use it to make informed decisions. Avoid common pitfalls. Create packaging that your customers will remember.
The future of gift box manufacturing is bright. For those who invest in quality, sustainability, and innovation.
为创作者 17vis 守护知识产权,转载必须保留完整出处信息 (侵权必究)
© 2026 17vis.com All Rights Reserved. Reprint with attribution required.
为创作者 17vis 守护知识产权,转载必须保留完整出处信息 (侵权必究)
© 2026 17vis.com All Rights Reserved.